Kako nastaviti CNC rezkalni stroj -kalibracija orodja
Kategorije rezkalno-obdelovalnih strojev
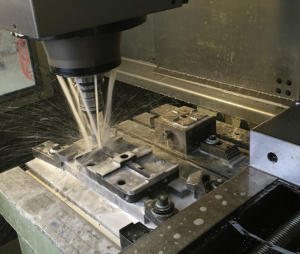
Rezkalni stroji so stroji-naprave za odvzemanje materiala. CNC rezkalni stroj uporabljamo za rezkanje, vrtanje, izstruževanje, globoko vrtanje. Stroje lahko razvrstimo v več kategorij: vertikalne, horizontalne in kombinirane
Vsako kategorijo strojev pa lahko razčlenimo na: 3-osne, 4-osne, 5-osne. 4 ter 5-osno izvedbo lahko razdelimo v indexirano ali simultano obdelavo. Pri razčlenjanju strojev lahko razvrstimo stroje še glede na področja uporabe: produkcijski stroji (serije), visoko produkcijski (milijonske serije) in orodjarski obdelovalni centri. Orodjarske centre lahko naprej karakteriziramo še na visoko hitrostne (obrati do 60000/min), kateri se uporabljajo za fino obdelavo (urarska industrija, vesoljska tehnika ter zobotehnične storitve). Glede na področje uporabe so CNC stroji tudi različnih velikosti in oblik, pri čemer se razlikujejo po togosti, natančnosti in nenazadnje tudi robustnosti in teži.
Sami stroji za delovanje potrebujejo krmilne sisteme, katere uporabniki izbirajo glede na področje uporabe in predznanje. Predvsem pri izgradnji CNC stroja v lastni režiji lahko uporabimo različne USB ali Ethernet CNC krmilnike, ki so na trgu. Sodeč po izkušnjah uporabnikov katere lahko zasledimo po domačih in tujih CNC forumih, je eden takih splošno uporabnih CNC Controller PoKeys57CNC.
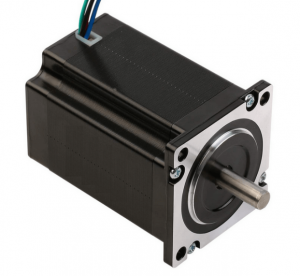
Motorji in gonilniki za CNC stroj
Za samo delovanje stroja poleg CNC krmilnika potrebujemo še gonilnike za koračne motorje. Gonilniki ali stepper motor driver so namenjeni za pošiljanje krmilnih signalov motorju. Gonilnike oz. driverje nastavimo poljubno glede na naše želje in potrebe. Kot smo že omenili gonilniki pošiljajo kmilne signale motorju. Za motorje uporabljamo koračne (stepper) motorje. Stepper motorji povzročajo rotacijsko gibanje katerega direktno ali indirektno prenašajo na pogonska vretena preko katerih se izvaja linearno gibanje. Ko stroj deluje, lahko začnemo z njim izvajati premike in lahko testiramo funkcije in kodo s katerim definiramo premike stroja. Ko nam funkcionalnosti stroja ustrezajo in smo preverili, da imamo natančno konfiguriran stroj si želimo izdelati kakšen izdelek – polizdelek. Vendar pa je potrebno pred tem opraviti še naslednji postopek.
CNC rezkalni stroj – kalibriranje orodja
Za uspešno izdelavo potrebujemo najprej umeriti orodje vpet v CNC rezkalni stroj s katerim bomo obdelovali izdelek. Orodja lahko umerjamo – kalibriramo na več načinov: umerjanje na obdelovanec (dotik orodja na obdelovanec) ta način se poslužujejo predvsem na strojih kateri so cenovno ugodnejši in nimajo toliko opreme, da lahko kalibracijo opravimo avtomatsko oz. polavtomatsko.
Kalibriranje orodja lahko tudi izvajamo na merilno kladico ali s protokolom katerega ima stroj standardno vgrajenega na cnc stroj. Avtomatsko kalibriranje orodij pride prav predvsem takrat, ko imamo opravka z majhnimi orodji ali rezkarji z radiji in ročno težje opravimo precizne meritve. Stroj ima pri merilnem protokolu izredno natančne in majhne pomike in orodje kalibrira na 0,01mm in tudi bolj natančno. Takšne majhne premike nam morajo dopuščati gonilniki koračnih motorjev, ki pomikajo osi (stepper motor controller).
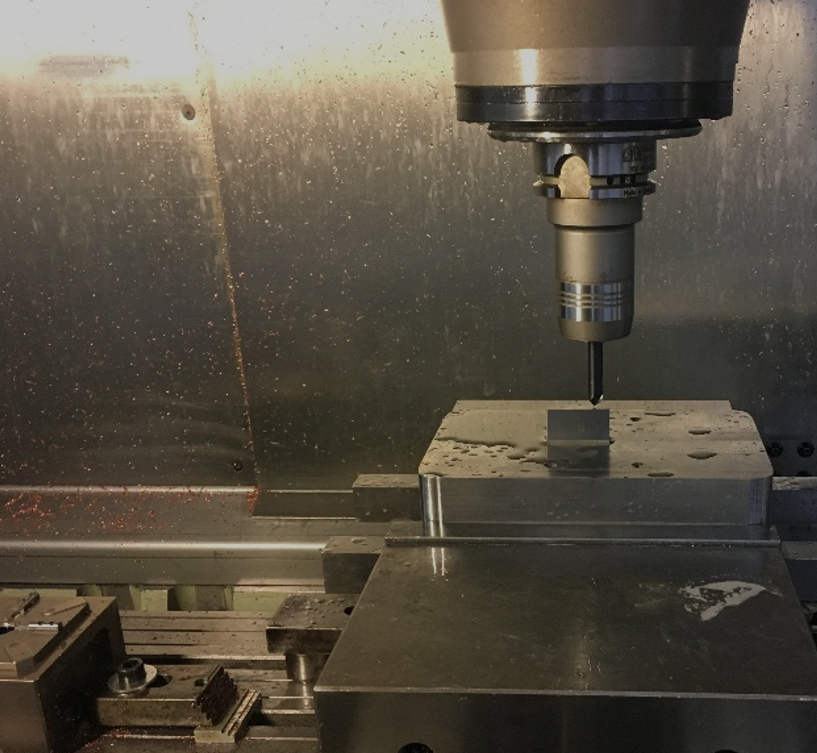
Pri rezkalnih strojih kalibriramo orodja samo po dolžini radij oz. premer vpišemo v krmilnik oz. ga upošteva že CAM program. Kakovostno in natančno kalibriranje orodja je pomembno zaradi kakovostne obdelave izdelkov oz. polizdelkov. Pri ročnem kalibriranju moramo biti izjemno pozorni, da ne poškodujemo orodja in rezalnega roba, saj pri nepazljivem delu lahko kaj hitro poškodujemo rezilno orodje in ob začetku obdelave lahko ta naposled poči in imamo ponovno kalibriranje orodja in izgubimo čas. Novejši stroji danes zaznajo lome orodja oz. imajo napredne krmilnike kateri imajo funkcije za preverjanje pristnosti orodja v vpenjalu in ustrezni dolžini orodja. To preverjanje orodja je takšno, da imamo cikle kateri med samo obdelavo po določenem časovnem obdobju iz številu izvrtanih ali opravljenih operacij preveri orodje in če je vse ustrezno, stroj nadaljuje z izvajanjem programa. Pri zaznani neustreznosti, stroj prekine z izvajanjem. Operater mora preveriti CNC rezkalni stroj in orodja ter potrditi nadaljevanje izvajanja programa.
Določitev ničelne točke obdelovanca
Po ustrezno kalibriranem rezalnem orodju in nastavitvami v krmilniku moramo poskrbeti za določitev ničelne točke obdelovanca in izhodišča. Določanje ničelne točke obdelovanca (največkrat G54) je ključnega pomena saj iz te točke CNC rezkalni stroj prične svojo pot z orodjem. Izhodišča pa lahko določimo z dotikom orodja ali pa sicer najbolj pogosto z merilnim tipalom. Določitev ničelne točke z merilnim tipalom izgleda tako, da imamo tipalo povezano na CNC stroj – krmilnik in z njim upravljamo tipalo. Na krmilniku imamo različne protokole določitev ničelne točke kot naprimer (za okrogle kose – notri- zunaj, merjenje kotov, preverjanje napake po obdelave, določitev vrha obdelovanca Z-os, določitev izhodišče X, Y). Novejše različice strojev in programske opreme omogočajo tudi preverjanje geometrije s merilnim tipalom ( to pomeni, da s tipalom preverjamo točke po izdelku polizdelku in tako smo lahko brezskrbni da je izdelek pravilno in kakovostno izdelan. Tipala imajo vgrajene senzorje in elektroniko katera komunicira brezžično s strojem in stroj si sam izračunava odmike glede na teoretično izhodišče. Danes nam tehnika merjenja in preizkušanja omogoča da izdelke naredimo hitreje in še bolj natančno. Dosegamo točnosti obdelav v tolerancah nekaj stotink milimetra pri preciznih orodjarskih stroji pa celo do tisočink milimetra. Za doseganje tako majhnih pomikov se uporabla, tako imenovan microstepping način za koračne motorje (motor driver microsteps). Točnost izdelave je predvsem odvisna od togosti stroja in tehnologije izdelave.

Sistemi oz. merilna tipala in ostala oprema za ustrezno delovanje stane od nekaj tisoč do nekaj deset tisoč evrov. Zato je velikokrat potrebno premisliti oz. se posvetovati ali je nakup takšne opreme smotrn. Kajti takšne sisteme se uporablja na strojih v orodjarski panogi, strojegradnji, izdelavi manjših serij. Pri izdelavi velikoserijskih količin pa praktično ne potrebujemo takšnega sistema kes se nam cenovno investicija težje povrne. Ko govorimo o velikoserijski proizvodnji je to med nekaj tisoč do nekaj milijonov, zavisi od velikosti izdelkov in kompleksnosti izdelka ter obdelave. Pri velikoserijski izdelavi se poslužujemo vpenjanja v vpenjalne priprave in imamo s tem izredno natančno ponovljivost vpenjanja izdelka. Pri tehnologiji izdelave strmimo k tem da čim več obdelave izvršimo v enem vpetju saj nam to prinese boljšo kvaliteto izdelkov ter tudi manj možnosti za napake. V zadnjih 30 letih se je naredil ogromen tehnološki preskok pri obdelavi zaradi naprednih materialov in možnih tehnologij. Velik pomen imajo tako obdelovalni centri kot tudi rezilno orodje. Velika prednost pri uporabi naprednih rešitev je ta da lahko s CAM sistemi (CAM – Computer aided design) preverjamo obdelavo, načine obdelav, časovno koliko bo trajala obdelava. Pomembno je tudi da nam CAM sistem zazna morebitne trke med orodjem in obdelovancem. CAM sistemi dandanes olajšajo veliko dela tehnologom, programerjem in operaterjem saj je nastavitev kosa hitrejša in ob tem imamo tudi že časovno obdelavo precej točno podano. Predvsem izdelave 3d oblik si danes težko predstavljamo brez pomoči CAM programov.